Фланцевая криогенная арматура

Рис. №1. Запорные вентили криогенные Feilun
Современная запорная криогенная арматура имеет тип присоединения под приварку. Давайте сравним плюсы и минусы между запорными вентилями криогенными вентилями. Для большего удобства положительные и отрицательные стороны сгруппируем по категориям табл. №1. Целесообразность использования того ли иного типа присоединения каждый определяет для себя самостоятельно.
Табл. №1 Сравнение типов присоединений
|
Тип присоединения: фланцевое |
Тип присоединения: под приварку |
||
|
плюсы |
минусы |
плюсы |
минусы |
|
Обеспечение полной герметичности |
|
Обеспечение полной герметичности |
|
|
|
Большая масса |
Небольшая масса |
|
|
Не требуется высококвалифицированный персонал для установки |
|
|
Работы должны производиться квалифицированными специалистами |
|
|
Процесс монтажа простой |
|
Процесс монтажа сложный |
|
Возможность осуществлять многократную установку и демонтаж |
|
|
Подлежит полной замене при поломке корпуса с доработкой трубопровода |
|
Возможность выдержать высокое давление на разрыв |
|
Возможность выдержать высокое давление на разрыв |
|
|
|
Высокая цена для конечного потребителя, связанная с высокой ценой производства в зависимости от типа фланца и его исполнения |
Более доступная цена |
|
|
|
Требуется обслуживание крепежа фланцевого соединения |
НЕ требуется обслуживание крепежа фланцевого соединения |
|
|
Высокие показатели прочности и надежности |
|
Высокие показатели прочности и надежности |
|
|
|
Сложность в выборе/подборе фланцевого соединения вентиля ввиду большого количества их разновидностей |
Простота в выборе/подборе арматуры |
|
Выше представленные по нашему мнению самые значимые плюсы и минусы разных типов присоединения. Однозначного вывода, что фланцевый тип присоединение лучше, чем под приварку, сделать нельзя. Все зависит от текущей потребности и целей Вашего производства, или заложенных требований к оборудованию.
Наш клиент очень тесно связан с производством сжиженного газа, и ему необходимо заменить запорную криогенную арматуру с фланцевым типом присоединения к трубопроводу.
Были затребованы вентили с диаметром проходного отверстия (седла) 20, 40, 50, 80, 100 миллиметров (Рис №6-10), с номинальным давлением до 50 мегапаскалей. Фланцы согласно ГОСТ 33259-2015 . тип 11 исполнение C/D (Рис. №2.).
Эти позиции были у нас на складе, мы приступили к согласованию чертежей фланца. Для удобства монтажа, в комплект были включены ответные фланцы с крепежом и прокладками PTFE согласно ГОСТ 33259-2015 .
Следующим шагом мы определили исполнение фланца со стороны вентиля. Комплект фланцев состоит из двух частей и они различаются по форме (Рис.2). Важно согласовать с Клиентом, какое исполнение фланца (D или C) будет приварено к вентилю, а какое исполнение будет приварено к трубе.
Для каждого вентиля получился следующий комплект: криогенный запорный вентиль, 2 фланца, болты, гайки, шайбы, гроверы, прокладки PTFE. Разложили по соответствующим проходным сечениям арматуры (Рис. №3), приступили к работе
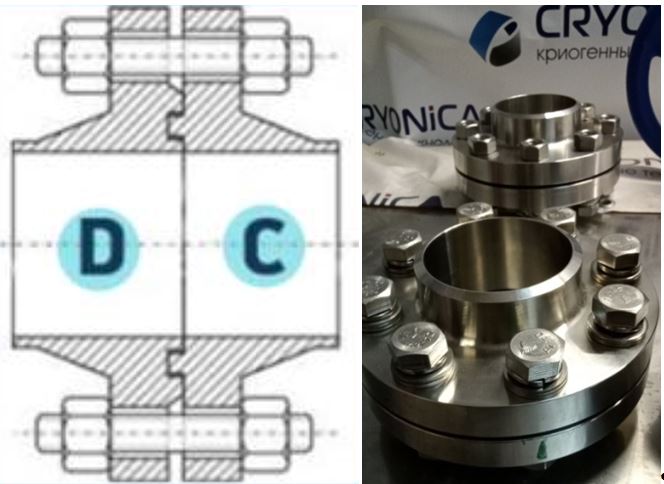
Рис. №2. Фланцевое соединение ГОСТ 33259-2015 . тип 11 исполнение C/D

Рис. №3. Сортировка комплектующих и запорных вентилей криогенных Feilun
После первичной сборки комплектов выяснилось, что наш Поставщик отгрузил неверное количество и болтов, и гаек. Своевременная проверка комплектов не допустила смещения сроков отгрузки.
Предварительно разобрав штоковую группу с запорного криогенного вентиля (Рис. №4), установили корпус вентиля в специально разработанное приспособление для обеспечения соосности фланцев. Приступили к сварке (Рис. №5). Выбранная технология для сварки фланцев - это сварка в среде защитных газов с продувкой аргоном. Это очень интересная тема для разговора, и далее мы опишем, чем она так хорошо в данном случае:
- Отсутствие брызг.
- Формирование шва без пленки окислов.
- Контролируемое тепловложение.
- Контроль размера сварочную ванны приводит к тонкому, аккуратному шву, при его хорошем проплавлении.
Конечно выбирая самую лучшую технологию и оборудование без специалиста соответствующего уровня не обойтись. Наш специалист имеет 1 уровень НАКС

Рис. №4. Запорные вентили криогенные Feilun без штоковой группы
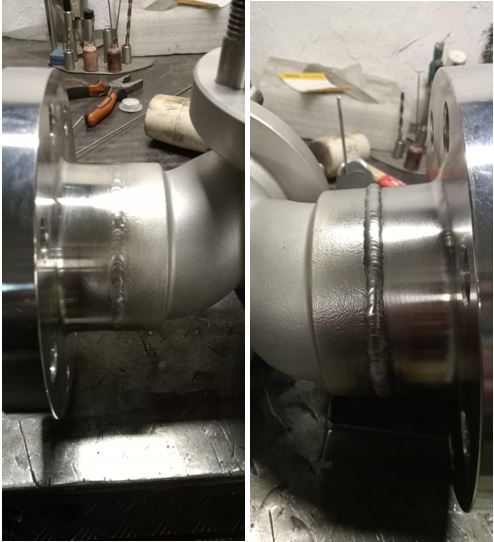
Рис. №5. Сварной шов
После сварки провели работы по электрохимическую пассивацию сварочных швов и обезжиривание.
Очистка сварных швов является одним из важных этапов при работе с металлом. Нержавеющая сталь устойчива к появлению коррозии, но во время проведения сварочных работ верхний слой металла нагревается, а значит, разрушается защитный слой. Сварной шов и находящийся рядом участок становятся подвержены появлению коррозии. Электрохимическая пассивация сварных швов – решение, позволяющее провести очистку, пассивацию и полировку. Преимущества электрохимической пассивации:
- на поверхности не остается следов побежалостей;
- сочетание высокого качества и быстрой скорости обработки;
- одновременное проведение очистки и пассивации значительно увеличивает производительность;
- использование мягких кистей позволяет обработать даже труднодоступные участки.

Рис. №6. Вентиль криогенный Feilun DJ-20D

Рис. №7. Вентиль криогенный Feilun DJ-40D

Рис. №8. Вентиль криогенный Feilun DJ-50D

Рис. №9. Вентиль криогенный Feilun DJ-80D

Рис. №10. Вентиль криогенный Feilun DJ-100D
Менеджер по работе с корпоративными
клиентами ООО "Крионика"
Кравец Егор
Тел.: +7(3412) 56-55-97
E-mail: info@predklapan.ru
|
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
|
Задать вопрос
|
